 咨询服务热线:18952752580
咨询服务热线:18952752580
产品中心
质量是企业生存之本 信誉是企业发展之源
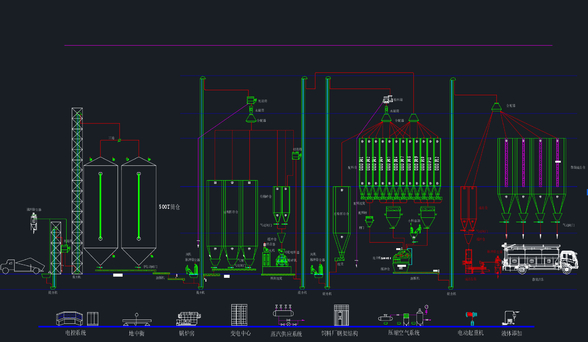
粉料生产线设计介绍
我国饲料加工业已经30多年的历程,蛋鸡饲料加工一直沿用传统的加工工艺,一般都是粉碎料较粗的粉状配合饲料。随着人们生活水平的提高和对食品安全的高度关注,饲料安全也越来越引起人们的重视,因此如何从加工工艺上对蛋鸡饲料的生产这个专题进行研发、改进,以保证和提升产品的品质和安全性变得十分重要。本设计并提出了一些新的加工工艺。设计包括工艺的设计、设备的选型计算和设备布置、通风除尘的设计、料仓的设计等内容。本设计能够满足生产一般鸡用饲料的需要。选用先进优良的饲料生产设备进行科学合理的布设,在能够生产满足各级品质标准的产品前提下能够有效的降低能耗和物耗。整条生产线均能在中央控制室控制,打包可以在现场控制,具有高度的自动化、机械化和灵活性。


工艺设计-原料接收工序
原料接收的作用是接收物料,完成初步清理,其中包括完成的大杂和部分轻杂的清理工作的初清筛和完成第一次铁杂质的清理工作的永磁筒,并将物料送入立筒库中进行贮存。清理的作用是清理原料中的杂质,其中大杂质,如绳、土块、玉米棒等非磁性杂质和铁钉等磁性杂质,以保证产品的质量及后续加工设备的工作安全。

工艺设计-粉碎工序
粉碎工序由待粉碎仓、粉碎机和出料系统组成,常见的粉碎工艺组合类型有一次粉碎工艺、二次粉碎工艺和多次粉碎工艺等。在实践中,一般畜禽配合饲料的加工多采用一次粉碎工艺,当粉碎粒度要求较细时,则采用二次粉碎工艺或多次粉碎工艺。

工艺设计-配料和混合工序
配料工序一般有一秤式、二秤式和多秤式三种类型,为了缩短配料周期和提高配料的精度,预混合饲料厂及中大型配合饲料厂应配置两台以上的配料秤。选用两台配料秤时,大秤可按饲料厂生产能力配备,而小配料秤的最大称量值宜为大秤的四分之一。为保证混合机与前后设备有良好的匹配性,保证生产连续均匀进行,应根据整体工艺在混合机前或后配置缓冲斗,其容积不小于混合机混合室的容积。
钢板仓设计介绍
在工艺设计的过程中,我们融合了国内外先进的工艺流程,同时又充分考虑到国内的原料状况,使先进性和实用性得到了和谐的统一。在设备选型上,绝大部分采用具有国际先进水平的设备,设备裸露部分大都采用热镀锌出理,使设备整体防腐处理达到更持久耐用。
本着缩短输送距离,节约生产成本的原则,设置1个投料口。投料口有独立除尘系统和清理大杂的栅栏,进仓前还有清理:匀料器,粒料筛和永磁筒,筛子配有独立的除尘系统,这样就可以保证原料的清洁,保证后续工段的稳定,同时,也给员工创造了良好的工作环境。
钢板仓工艺设计说明
1.概述
本工程为英联农业中国—如东压片、膨化玉米钢板仓工程项目,包括:2-φ10.06×H16.5m钢板筒仓。
2.条件
(1)风速:设计风荷载10m处基本风压值0.5KN/㎡,定时最大风速20.0m/s。
(2)气温:0~38.7℃,年最低气温-22.3℃。(对钢板筒仓及配套设备、设施按-25~55℃考虑)。该温度是指筒仓周围环境温度。
(3) 相对湿度:最大相对湿度100%。
(4)物料种类及物料特性:作业物料为:玉米,容重0.65-0.7t/m3 ,具体特性也可参见《粮食钢板筒仓设计规范》(GBC50322-2001)中的要求。
3.钢板筒仓的技术要求:
(1)钢板筒仓型式:螺旋筒仓。
(2)钢板筒仓具有足够的强度、刚度和整体稳定性,在正常使用情况(包括空仓至满仓的各种工况)和各种载荷(含动载荷和载荷组合)的作用下,满足设计使用寿命。
(3)钢板筒仓基础为钢筋混凝土结构,钢板筒仓的土建基础、预埋件、仓下壁内外的散水坡等由甲方负责建造。
4.钢板筒仓仓体镀锌板、加强筋等及附属件采用国产材料。
钢板仓及其配套设备工艺技术性能和机械性能保证值
钢板仓外形尺寸(mm):φ10.06×H16.5m
仓体镀锌部件的镀锌量(g/m2):275 g/m2
5.仓顶
(1)仓顶盖板出檐垂直滴水。
(2)仓顶进料口:进料口法兰内尺寸为φ300mm,满足仓顶进料量进料要求。
(3)每只仓顶设顶阶一套(包含顶阶护栏),供检修人员从仓顶圆盘走到仓顶人孔处。仓顶盖板的下缘设一圈护栏沿仓壁四周。所有护栏的高度为1200mm,护栏底部设100mm高脚趾板。
(4)仓顶测温孔:在仓顶圆盘处设置中心测温孔,供测温电缆引出,便于测温电缆的安装、更换及测温电缆连网布置。
(5)在仓顶椽子的末端,仓壁第一环侧板的内侧,沿筒壁四周设计一圈环向连接板(下张环),使仓顶重量传递到仓壁四周,受力更加合理。
6.钢板筒仓的所有连接部位(含仓顶、仓壁、仓壁门、各个孔、开口),从结构设计和密封措施上杜绝了仓内渗、漏水的可能性。
(1)风帽处:
为防止螺栓孔处漏水,调整螺栓孔的位置,同时螺栓孔制作上配钻提高精度,螺栓改为装配仓用的带帽沿的螺栓。法兰厚度为6mm,法兰一对一配套包装好后发到现场,现场安装时缠装配仓用的密封胶条以防水,要求孔边缘翻边。
(2)测温孔:
测温孔盖设计成具有防风吹落的结构方式,同时为防止螺栓孔处漏水,调整螺栓孔的位置,螺栓孔制作上配钻提高精度,螺栓改为装配仓用的带帽沿的螺栓。法兰厚度为6mm,法兰一对一配套包装好后发到现场,现场安装时缠装配仓用的密封胶条以防水。
(3)仓檐处:
仓顶盖板与仓壁连接的仓檐处必须加密封胶条,装配仓的密封胶条需要打孔,采用螺栓连接;仓檐处增加密封条可以有效防雨水倒灌,增加通风孔的使用率。
仓檐处密封条 [软质橡胶邵氏硬度H6(65)]
7.本钢板筒仓加强筋为内置式。
8.焊接总则
1)焊接严格执行GB50017-2003、GB50205-2001、JGJ81-1991等现行国家规范、标准的要求。
2)业主可对我方提供的任何焊接材料、辅料和焊接过程进行监督、检查。
3)所有贴角焊接均为连续焊。
4)梁、法兰盘、腹板和长桁架的弦杆等采用对接焊以形成较长构件。
5)焊条按相关规定存放、烘烤和取用,在潮湿环境中暴露过的焊条杜绝使用。
6)打磨所有焊缝以除去焊渣和表面缺陷、污点、并清除全部的电焊飞溅物。
7)焊条材质与母材相适应。当焊接两种不同强度的钢材时,采用与低强度钢材相适应的焊接材料。
9.焊缝的检验要求
1)焊接为普通类(G.P.类)
2)对普通类(G.P.类)焊接进行非破损试验和检查的范围按下表所示:
| 直观检验 | 非破损试验 | |||
| 焊接类别 | 察看 | 详细检验 | 磁粒液体渗入剂 | 射线照相或超声波 |
| G.P. | 100% | 25% | 零 | 零 |
3)电焊条和焊接设备
4)选择的手工电焊条符合GB5117-1985,GB5118-1985的要求。
5)选择的手工焊条型号与构件中钢材(主体金属)的强度相适应。
6)螺栓连接
总则
1、装配仓螺栓连接处按设计要求采用高强度螺栓连接。具体为:安全环自连、桥型环自连、仓内外梯梯件自连,通风口与盖板连接用。
2、 筒仓用螺栓,螺母和垫片均为镀锌螺栓、母、垫,镀锌标准符合JS500。
3、 所有顶盖板、侧板和壁厚小于6mm的加强筋的螺孔均采用机压模具冲孔,壁厚大于6mm的加强筋的螺孔手工打孔。孔周边无毛刺、破裂、喇叭口和凸凹的痕迹,切屑干净。
4、螺栓长度选用适宜,以螺栓螺纹部分不会进入接头的剪切面,拧紧后至少有一个螺纹长度露在螺母外为选用基本原则。
5、用于密合紧固情况下的高强度结构螺栓拧紧时使用电动扳手紧固,并按照百分之一比例用扭矩扳手抽检螺栓扭矩。相同规格和用途的螺栓最终扭紧力应一致并满足规定要求。
6、镀锌
1)侧板镀锌钢材的镀锌量要不低于国标或不低于该标准的其它经业主认可的标准。钢板仓侧板及仓顶连结件即指定钢材为双面镀锌,镀锌量≥275g/m2。其它热浸镀构件锌特殊情况下允许焊接,但应保证焊接后构件的防护性能并经业主认可。
2)最终完成的镀锌层应连续、光滑而均匀,没有影响镀锌件使用性能的缺陷。
3)所有镀锌工作具有可靠的质量保证,也可以接受业主所推荐或要求的厂家负责此项工作。
4)镀锌的工艺流程:钢结构件 → 酸洗 → 漂洗 → 溶剂处理 → 镀锌 → 冷却 → 检验 → 成品



 电话:18952752580
电话:18952752580 地址:江苏省扬州市
地址:江苏省扬州市